
 |
 |
 |
 |
 |
 Solid carbide thread milling cutters with counterbore for internal threads - GSFM |
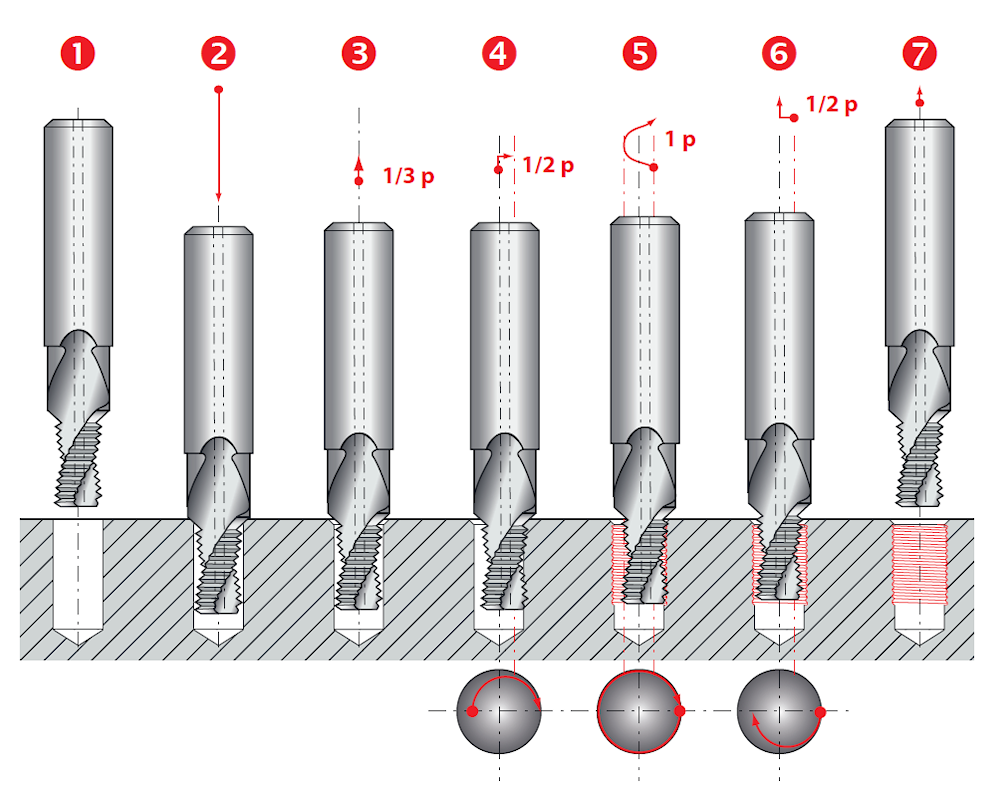
| 1.- Positioning GSFM mill. 2.- Advancing GSFM mill and countersinking. 3.- Backing off GSFM mill and full thread depth. 4.- Run-in loop 180º for thread milling size adjustment. 5.- Turn of tool 360º, interpolation with the thread pitch, around the mill axis. 6.- Run-out loop 180º to return the mill to the core hole axis. 7.- Retracting the GSFM mill to the start position. Usable in the majority of materials: Grey cast iron, Alloyed grey cast iron, Brass and short chipping Bronze, Aluminium and Aluminium alloys, Low alloyed steels, Alloyed steels up to 1.400 N/mm², Stainless steels, Titanium alloys. |
 |
|
 |