
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
| Circular dies |
 |
Steels with good machinability Rm < 750 N/mm² (101,500 PSI) Nodular graphite, Malleable cast iron |
| Order No. 500 DIN EN 22568 - 22430 - 22431
|
 |
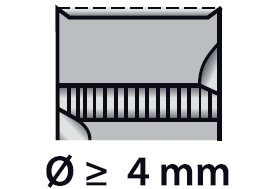
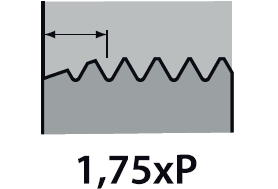
Gun-nose from M 4 (M 4 included), driving the chips ahead. Chamfer lead 1.75 threads on both sides. Rake angle 15º÷17º. |

| Order No. 501 DIN EN 22568 - 22430 - 22431
|
|
Gun-nose from M 4 (M 4 included), driving the chips ahead. Chamfer lead 1.75 threads on both sides. Rake angle 15º÷17º. |
| Order No. 502 DIN EN 22568 - 22430 - 22431
|
|
Chamfer lead 1.75 threads on both sides. Rake angle 15º÷17º. |
 |
Heat treated and heat-resistant steels Rm < 1.000 N/mm² |
| Order No. 520 DIN EN 22568 - 22430 - 22431
|
  |
Gun-nose from M 4 (M 4 included), driving the chips ahead. Chamfer lead 1.75 threads on both sides. Rake angle 10º÷12º. |

 |
Stainless steels and structural steels Rm < 600 N/mm² |
| Order No. V500 DIN EN 22568 - 22430 - 22431
|
|
Gun-nose from M 4 (M 4 included), driving the chips ahead. Chamfer lead 1.75 threads on both sides. Rake angle 15º÷17º. |
 |
Short-chipping brass Bronze |
| Order No. T505 DIN EN 22568 - 22430 - 22431
Order No. 500 DIN EN 22568 - 22430 - 22431
|
  |
Gun-nose from M 4 (M 4 included), driving the chips ahead. Chamfer lead 1.25 threads on both sides. Rake angle 3º÷7º. |
 |
|
 |