
| 40-5350 | 40-1691 | HAM 403/406 | HAM 445 |
 |
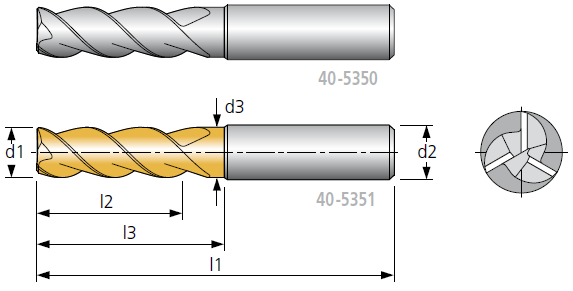
| HAM 40-5350 solid carbide roughing end mill |
|
Engineering data
• special geometry with unequal helix, without knurling contour • for roughing with extremely high feed • high chipping volume (up to 1.5 x D) • very smooth running and very little vibrations during machining • cutting area geometrical balanced The current production will be changed to the version with MMP |
 |
|
|
||||||||||||


            |
| Ø d1 (h6) mm |
l2 mm |
l3 mm |
Ø d3 mm |
l1 mm |
Ø d2 (h6) mm |
Ø d1 (h6) mm |
l2 mm |
l3 mm |
Ø d3 mm |
l1 mm |
Ø d2 (h6) mm |
|
| 3 | 8 | 12 | 2.8 | 57 | 6 | 10 | 22 | 60 | 9.7 | 100 | 10 | |
| 4 | 11 | 18 | 3.8 | 57 | 6 | 12 | 26 | 36 | 11.7 | 83 | 12 | |
| 5 | 13 | 18 | 4.8 | 57 | 6 | 12 | 26 | 73 | 11.7 | 120 | 12 | |
| 6 | 13 | 18 | 5.8 | 57 | 6 | 16 | 32 | 42 | 15.6 | 92 | 16 | |
| 6 | 13 | 42 | 5.8 | 80 | 6 | 16 | 32 | 100 | 15.6 | 150 | 16 | |
| 8 | 19 | 25 | 7.7 | 63 | 8 | 20 | 38 | 52 | 19.6 | 104 | 20 | |
| 8 | 19 | 62 | 7.7 | 100 | 8 | 20 | 38 | 100 | 19.6 | 150 | 20 | |
| 10 | 22 | 30 | 9.7 | 72 | 10 |
 |
|
 |