
 |
The cutting speeds and feeds of CARBODUR® blades are approximately five times higher than blades made of HSS - the tool life is ten times compared to HSS-tools. |
| Solid Carbide Qualities | ||||
| O+H quality | ISO | AISI | Hardness approx. | |
| 1. | CARBODUR® | K10 | C3 | 1700 HV |
| 2. | CARBODUR® | K30 | C3 | 1750 HV |
| 3. | CARBODUR® | K40 | C2 | 1580 HV |
| Special qualities on demand. | ||||
| Chemical structure | ||||
| ISO | WC | CO | WC grain size/um | Tensile strength N/mm2 |
| K10 | 92.5 | 6.0 | 0.7 - 1.0 | 1900 |
| K30 | 89.0 | 9.0 | 1.0 - 1.5 | 2200 |
| K40 | 86.0 | 12.0 | 1.0 - 1.5 | 2500 |
| There can be variations of the above values depending on the raw material suppliers. |
||||
Tooth Definition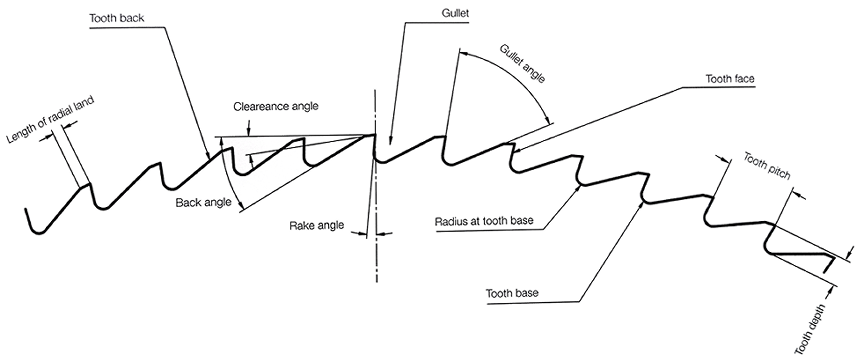 |
||
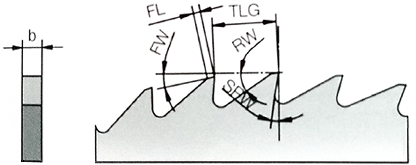
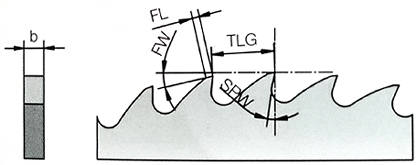
Tooth Form Definition Tooth form A+AW with top land For small slitting depth and thin wall tubes. |
||
| Characteristic tooth form A with top land: Straight tooth (A) for normal sawing operations. |
 |
 |
| Characteristic tooth form AW with top land: Straight tooth with alternating bevel (AW) for double chip breaking. |
 |
 |
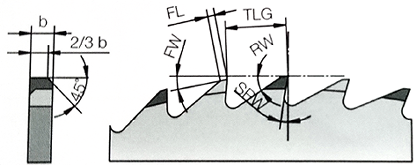
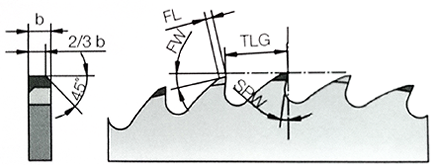
Tooth form B+BW For solid material, heavy slitting depth and tubes with wall thickness over 2.5mm. |
||
| Characteristic tooth form B: Curved tooth (B) for normal sawing operations. |
 |
 |
| Characteristic tooth form BW: Curved tooth with alternating bevel (BW) for double chip breaking. |
 |
 |
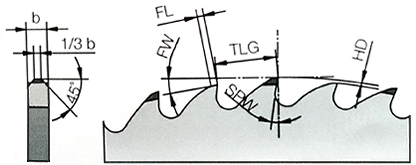
Tooth form C For solid material, heavy sawing operations and tubes with wall thickness over 2.5mm. |
||
| Characteristic tooth form C: Curved tooth with high-low design (C) for triple chip breaking per tooth pair. |
 |
 |
| Driving Holes Definition The driving holes of saw blades made of solid carbide are defined through a keyway or pinholes. The technical execution of the keyway is based on OTT+HEUGEL's working standard form F. The technical execution of the pinholes is based on the sawing or rotary index machine standards. 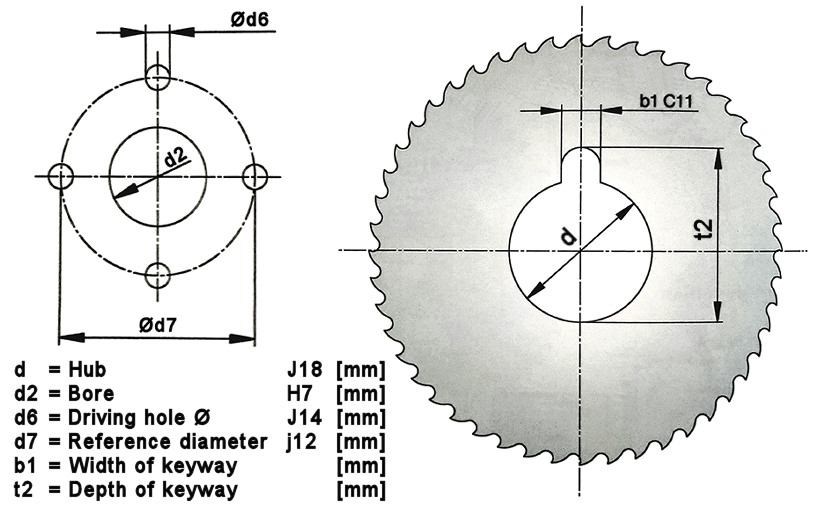 |
| Surface Technology OTT+HEUGEL surface technology is defined by the roughness value and the treatment of the surface. The surface of tools made of solid carbide is available in high polished mirror grinding or unpolished precision grinding. |
 |
High Polished Mirror Grinding The standard surface of the CARBODUR® tools is characterized by a high polished mirror grinding. Low friction and excellent sliding value are guaranteeing an excellent cutting performance and long tool life. |
 |
Unpolished Precision Grinding The unpolished precision surface is excellent when using flood coolant. The oil or emulsion will stick excellent to the saw blade surface and is often used in rotary index machines. |
| Thin Coating Technology OTT+HEUGEL offers various coatings in order to optimize tool performance. Wear shortens the life time of the saw blades. Since more and more production processes are being automated the wear of the tool is a steadily rising cost factor. Therefore wear protection is becoming increasingly important from the economic point of view. This is the point where the thin coating technology starts. Coatings with thin layers have been proved successful in the past years. |
 CONCEPT |
Character Hardness Friction Value Colour Material |
PVD coating based on titanium nitrid process for general sawing application in order to reduce wearness. 2500 HV 0.65 gold Steel unalloyed, Tempering steel |
 ADVANTAGE |
Character Hardness Friction Value Colour Material |
Multi layer coating with low friction value. Excellent coating for high performance and for material with a tensile strength over 800 N/mm2 as well as stainless steel. 2800 HV 0.45 gray Steel alloyed/unalloyed, Tempering steel, Stainless steel |
 SPORTIVE |
Character Hardness Friction Value Colour Material |
This coating is recommended for very hard materials above 800 N/mm2 and stainless steel in combination with high speed and feed. 3000 HV 0.55 gray - black Steel alloyed, Stainless steel, Titanium alloyed/unalloyed, Cast Iron |
 EVOLUTION |
Character Hardness Friction Value Colour Material |
Excellent coating for extreme conditions and demanding applications, good for all hard materials, stainless, titanium, etc. 3300 HV 0.65 silver - gold Steel alloyed, Stainless steel, Titanium alloyed/unalloyed |
 EXTREME |
Character Hardness Friction Value Colour Material |
PVD coating suitable for standard steels and copper, brass etc. with a low friction value. 2300 HV 0.50 grey Copper, Bronze, Brass, Aluminium |
 |
|
 |