
 |
  |
| COFA Deburring Series 6 | |||||||
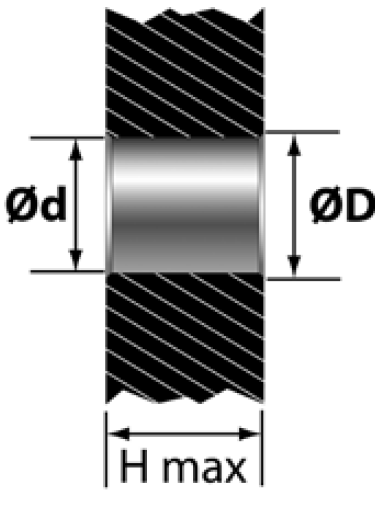
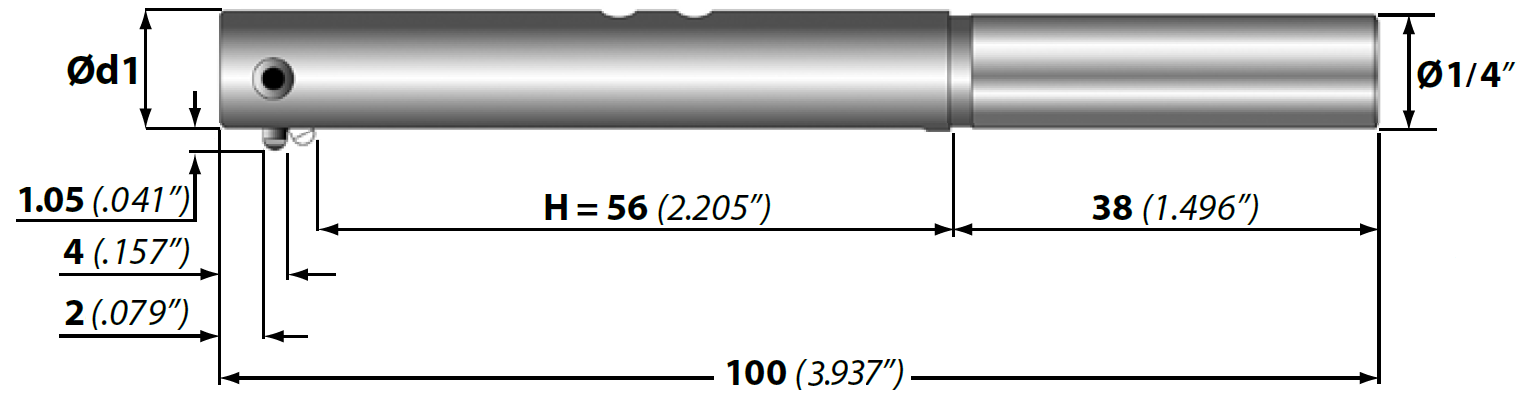
| Ød | ØD1 | ØD | Complete Tool with Blade | ||||
| Min. Hole | Tool Diameter | Approx. Cutting Dia. | Front and Back | Back Only | |||
| mm | inches | mm | inches | mm | inches | Order Number | Order Number |
| 6.0 | .236 | 5.8 | .228 | 6.7 | .264 | COFA6-236- ☐ | COFA6b-236- ☐ |
| 6.2 | .244 | 6.0 | .236 | 6.9 | .272 | COFA6-244- ☐ | COFA6b-244- ☐ |
| 6.4 | .252 | 6.2 | .244 | 7.1 | .279 | COFA6-252- ☐ | COFA6b-252- ☐ |
| 6.6 | .260 | 6.4 | .252 | 7.3 | .287 | COFA6-260- ☐ | COFA6b-260- ☐ |
| 6.8 | .268 | 6.6 | .260 | 7.5 | .295 | COFA6-268- ☐ | COFA6b-268- ☐ |
| 7.0 | .276 | 6.8 | .268 | 7.7 | .303 | COFA6-276- ☐ | COFA6b-276- ☐ |
| 7.2 | .284 | 7.0 | .276 | 7.9 | .311 | COFA6-284- ☐ | COFA6b-284- ☐ |
| 7.4 | .291 | 7.2 | .283 | 8.1 | .319 | COFA6-291- ☐ | COFA6b-291- ☐ |
| 7.6 | .299 | 7.4 | .291 | 8.3 | .327 | COFA6-299- ☐ | COFA6b-299- ☐ |
| 7.8 | .307 | 7.6 | .299 | 8.5 | .335 | COFA6-307- ☐ | COFA6b-307- ☐ |
| 8.0 | .315 | 7.8 | .307 | 8.7 | .342 | COFA6-315- ☐ | COFA6b-315- ☐ |
 |
|||||||
 COFA Deburring Series 6 - Spare Parts |
|||||||
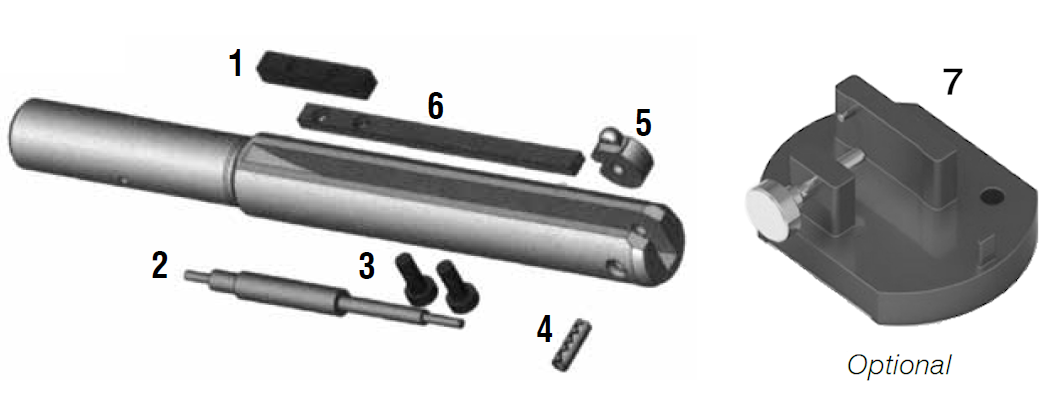
| 1 | 2 | 3 | 4 | ||||
| Retainer Block | Assembly Pin | Screw | Roll Pin | ||||
| GH-C-E-0812 | GH-C-V-0126 | GH-H-S-0803 | GH-C-E-0811 | ||||
| 5 | 6 | 7 | |||||
| Blade | Spring | Fixture | |||||
| See Below | See Below | C6-V-0008 | |||||
| Spring Options: The cutting force of the COFA tool is controlled by a flat spring Choose the proper spring for the material being machined. |
|||||||
| Spring Code | Order Number | Typical Materials Large or Heavy Burrs may require a stronger spring |
|||||
| W | GH-C-E-0321 |  |
Aluminum, Brass, Magnesium | ||||
| H | GH-C-E-0322 | Grey Cast Iron, Nodular Iron | |||||
| S | GH-C-E-0323 | Carbon Steel, Free Machining Steel | |||||
| Z | GH-C-E-0324 | Long Chipping Steel, Stainless | |||||
| Z1 | GH-C-E-0325 | Titanium, Hardened Steel, Nickel Alloy | |||||
| Z2 | GH-C-E-0326 | Nickel Alloy, etc | |||||
| Z3 | GH-C-E-0327 | Nickel Alloy, etc | |||||
| Blade Options: Blades are available from stock as front and back cutting (fab) or back cutting only (bco). |
|||||||
| Blade Code | Blade Type | Geo. | Series 6 | ||||
| TiN 20° Standard | fab | GH-C-M-0002 | |||||
| b | bco | GH-C-M-0012 | |||||
| y | TiALN 10° Flat Surfaces | fab | GH-C-M-0442 | ||||
| yb | bco | GH-C-M-0452 | |||||
| x | TiN 30° Uneven Spec | fab | GH-C-M-0142 | ||||
| xb | bco | GH-C-M-0143 | |||||
| How to Order: Ordering is simple. The COFA tool provides different blade and spring options to create the most effective tool for any application depending on the hole geometry and type of material being machined. 1. Choose the tool that best fits the hole diameter. 2. Choose the blade that best fits the hole geometry. 3. Choose the spring that best fits the material. 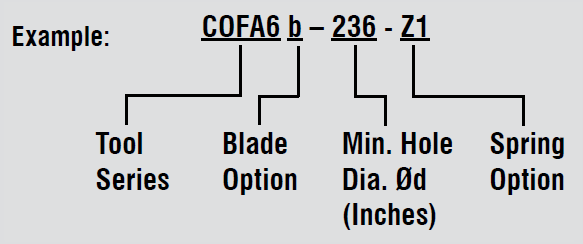 |
 |
|
 |