
| Threading Taps |
 Steels with good machinability Steels with good machinabilityRm < 750 N/mm² (101,500 PSI), Nodular graphite, Malleable cast iron |
||||||||
≈ DIN 371  L112A TL112A |
≈ DIN 376  L112 T1L12 |
COATING  |
 |
  ≤ 3 x d1 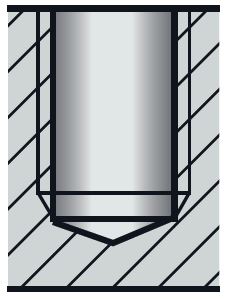 |
   |
|||
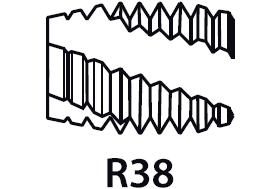
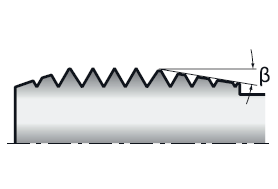
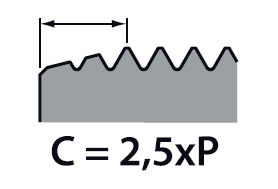
Machine tap with 38º right-hand spiral flutes, driving the chips to the back. Threaded length: 10 threads. Starting from the 5th thread, back tapered thread portion to reduce friction and improve swarf clearance. Chamfer lead 2.5 threads (DIN-Form C). Rake angle 12º÷14º. |
||||||||
 |
|
 |