
| Threading Taps |
 Heat treated and heat-resistant steels Heat treated and heat-resistant steelsRm < 1.000 N/mm² |
||||||||
DIN 371  682A T682A A682A |
DIN 376 - 374 - 5156  682 T682 A682 |
COATING   |
 |
  ≤ 3 x d1 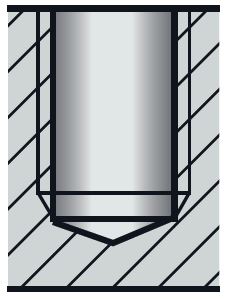 |
   |
|||
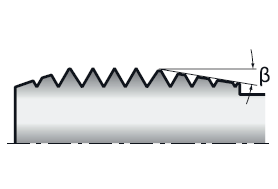
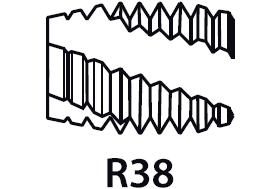
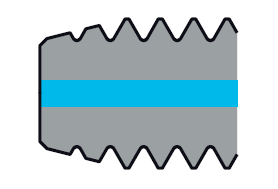
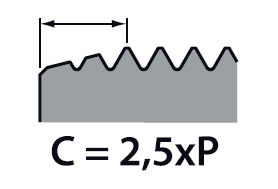
MACHINE TAP WITH INTERNAL COOLANT FEED AND AXIAL EXIT Facilitates chip evacuation and improves cooling in cutting area. With 38º right-hand spiral flutes, driving the chips to the back, increased flute length. Threaded length: 10 threads. Starting from the 5th thread, back tapered thread portion to reduce friction and improve swarf clearance. Chamfer lead 2.5 threads (DIN-Form C). Rake angle 8º÷10º. |
||||||||
 |
|
 |